Daugelis yra įpratę manyti, kad skystosios medžiagos, tokios kaip vanduo, virsta garais pasiekusios tam tikrą virimo temperatūrą, kuri paprastai yra aukštesnė už jų lydymosi temperatūrą. Tačiau polimerų pasaulyje situacija gali būti sudėtingesnė ir netgi atvirkštinė. Šiame straipsnyje nagrinėsime polimerų fazinių virsmų ypatumus ir kodėl kai kurių polimerų irimo (degradacijos) temperatūra gali būti aukštesnė už jų virimo temperatūrą, o kartais virimo temperatūra išvis nebūna pasiekiama.
Fazinių virsmų pagrindai
Prieš gilinantis į polimerus, svarbu suprasti lydymosi ir virimo temperatūros sąvokas. Lydymosi temperatūra yra temperatūra, kurioje kieta medžiaga virsta skysta. Šiame etape medžiagos molekulės įgyja pakankamai energijos, kad įveiktų tarpmolekulines jėgas, laikančias jas fiksuotoje kristalinėje gardelėje.
Virimo temperatūra yra temperatūra, kurioje skystis virsta dujomis. Virimo metu molekulės įgyja pakankamai energijos, kad įveiktų visas tarpmolekulines jėgas ir ištrūktų į dujinę fazę. Paprastai virimo temperatūra yra aukštesnė už lydymosi temperatūrą, nes norint visiškai atskirti molekules, reikia daugiau energijos nei joms išjudinti iš fiksuotos padėties.
Temperatūros skalės ir matavimo vienetai
Temperatūra yra fizinis dydis, apibūdinantis kūno šiluminę būseną. Temperatūros skalės naudojamos temperatūrai matuoti ir palyginti. Populiariausios temperatūros skalės yra:
- Celsijaus skalė (°C): 0°C yra vandens užšalimo temperatūra, o 100°C yra vandens virimo temperatūra (esant standartiniam slėgiui). Atskaitos taškai - ledo tirpimo (0 °C) ir vandens virimo normaliame slėgyje (100 °C) temperatūros. Pagrindinis intervalas padalytas į 100 lygių dalių.
- Farenheito skalė (°F): Vanduo užšąla 32°F temperatūroje, o verda 212°F temperatūroje. Naudojama JAV ir kai kuriose kitose šalyse.
- Kelvino skalė (K): SI sistemos temperatūros matavimo vienetas. 0 K yra absoliutus nulis, atitinkantis -273,15 °C. Kelvino skalė siejama su Celsijaus skale: T (K) = t (°C) + 273,15.
Norint konvertuoti temperatūrą iš vieno vieneto į kitą, naudojamos šios formulės:
- °F = (°C * 9/5) + 32
- °C = (°F - 32) * 5/9
- K = °C + 273.15
Polimerų unikalumas ir savybės
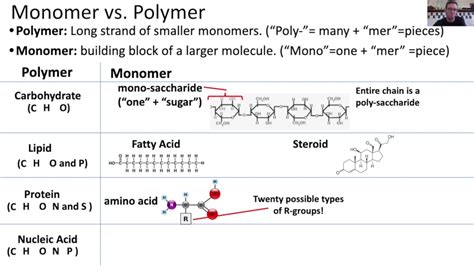
Polimerai - didelės molekulinės masės medžiagos, sudarytos iš pasikartojančių struktūrinių vienetų, vadinamų monomerais. Jų savybės skiriasi priklausomai nuo monomerų tipo, molekulinės masės, grandinės struktūros ir tarpmolekulinių sąveikų. Polimerai pasižymi unikaliomis savybėmis, kurios skiriasi nuo mažų molekulinių medžiagų.
- Molekulinė masė: Polimerai turi didelę molekulinę masę, kuri gali svyruoti nuo kelių tūkstančių iki milijonų atominių masių vienetų (AMU). Dėl didelės molekulinės masės padidėja tarpmolekulinės jėgos.
- Tarpmolekulinės jėgos: Polimerų grandinės sąveikauja viena su kita per įvairias tarpmolekulines jėgas, tokias kaip Van der Valso jėgos, dipolis-dipolis sąveikos ir vandeniliniai ryšiai. Šios jėgos turi įtakos polimero lydymosi ir virimo temperatūrai.
- Grandininė struktūra: Polimero grandinės gali būti linijinės, šakotos arba susietos. Grandininė struktūra turi įtakos polimero kristališkumui ir mechaninėms savybėms.
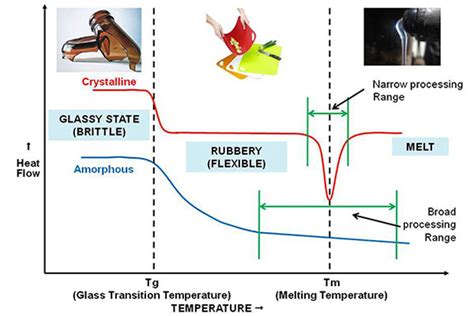
- Kristališkumas: Polimerai gali būti kristaliniai, amorfiniai arba pusiau kristaliniai. Kristaliniai polimerai turi tvarkingą struktūrą, o amorfiniams polimerams trūksta tolimojo nuoseklumo.
Kodėl polimerų irimo temperatūra gali būti aukštesnė už virimo temperatūrą?
Vienas įdomus polimerų aspektas yra jų lydymosi ir virimo temperatūros. Skirtingai nei daugelis mažos molekulinės masės medžiagų, kai kurių polimerų virimo temperatūra nepasiekiama, nes aukštoje temperatūroje jie pradeda irti (degraduoti) į mažesnes molekules, todėl tikro virimo procesas nevyksta. Štai pagrindinės priežastys:
- Stiprios tarpmolekulinės jėgos: Polimerai su stipriomis tarpmolekulinėmis jėgomis, tokiomis kaip vandeniliniai ryšiai ar dipolis-dipolis sąveikos, reikalauja didelio energijos kiekio, kad įveiktų šias jėgas ir pereitų į skystą būseną. Jei šios jėgos yra ypač stiprios, lydymosi temperatūra gali būti labai aukšta.
- Didelė molekulinė masė: Dėl didelės molekulinės masės polimerams reikia daugiau energijos, kad molekulės galėtų ištrūkti į dujinę fazę. Ilgos grandinės yra labai susipynusios, todėl jas atskirti į dujinę būseną yra energetiškai sudėtingiau nei tiesiog išjudinti iš fiksuotos būsenos.
- Grandininis irimas (degradacija): Dažnai prieš pasiekiant virimo temperatūrą, polimero grandinės pradeda chemiškai skilti dėl šilumos poveikio. Šis procesas, vadinamas degradacija arba irimu, suardo polimerą į mažesnius, chemiškai nestabilius fragmentus. Šių fragmentų virimo temperatūra gali būti žemesnė, bet pats originalus polimeras kaip vientisa molekulė nevirsta dujomis.
- Susieti polimerai: Susieti polimerai sudaro trimatį tinklą, kuriame grandinės yra sujungtos kovalentiniais ryšiais. Norint, kad toks polimeras taptų dujomis, reikia suardyti kovalentinius ryšius, o tai dažniausiai įvyksta tik esant labai aukštai temperatūrai arba polimerui sudegant. Dėl šios priežasties susietų polimerų virimo temperatūra praktiškai neegzistuoja; vietoj to jie tiesiogiai pereina į irimo būseną.
Pavyzdžiai, iliustruojantys šį reiškinį, yra Politetrafluoretilenas (PTFE), žinomas kaip teflonas. PTFE pasižymi stipriomis fluoro-anglies jungtimis ir dideliu kristališkumu. Jo lydymosi temperatūra yra apie 327 °C, o virimo temperatūra nepasiekiama, nes polimeras aukštoje temperatūroje skyla. Kitas pavyzdys - Poliamidai (nailonas). Nailonas pasižymi vandeniliniais ryšiais tarp grandinių, todėl lydymosi temperatūra yra aukšta. Priklausomai nuo konkretaus tipo, nailono lydymosi temperatūra svyruoja nuo 150 °C iki 260 °C, tačiau ir čia degradacija paprastai įvyksta anksčiau nei virimas.
Svarbiausios polimerų temperatūros
Apibūdinant plastikų elgseną esant skirtingoms temperatūroms, išskiriamos penkios būdingos temperatūros:
| Temperatūros tipas | Santrumpa | Aprašymas |
|---|---|---|
| Stiklėjimo temperatūra | Tg | Reiškia amorfinių polimerų (įskaitant kristalinių polimerų nekristalines dalis) pereinamąją temperatūrą iš stiklo būsenos į didelio elastingumo būseną arba iš pastarosios į pirmąją. Tai yra minimali temperatūra laisvam amorfinių polimerų stambiamolekulinių segmentų judėjimui, taip pat viršutinė gaminio darbinės temperatūros riba. |
| Lydymosi temperatūra | Tm | Kristaliniams polimerams tai reiškia temperatūrą, kurioje trimatė ilgo nuotolio makromolekulinės grandinės struktūros būsena virsta netvarkinga klampaus skysčio būsena. Tai yra apatinė kristalinio polimero formavimo apdorojimo temperatūros riba. |
| Srauto temperatūra | Tf | Reiškia temperatūrą, kuriai esant amorfinis polimeras pasikeičia iš labai elastingos būsenos į klampų srauto būseną. Tai yra apatinė amorfinių plastikų apdorojimo temperatūros riba. |
| Nėra srauto temperatūros | Aukščiausia temperatūra, kuriai esant tam tikram slėgiui nėra srauto. Nustatoma kaitinant plastiką tam tikrame slėgyje ir stebint, kada lydalas pradeda tekėti iš matricos. | |
| Įpurškimo liejimo temperatūra | Nors konkrečios santrumpos nėra, tai yra praktinė temperatūra, kurią reikia palaikyti gaminant, kad plastikas būtų gerai plastifikuotas ir jį būtų galima sklandžiai suleisti ir užpildyti, nesukeliant skilimo. |
Polistireninis putplastis (EPS) - atvejo analizė
Polistireninis putplastis, tarptautiniu mastu žymimas EPS, yra puikus pavyzdys polimero, kurio termoizoliacinės savybės ir elgsena aukštoje temperatūroje yra gerai ištirtos. Polistireninį putplastį sudaro 98 % oro ir 2 % polistireno. Oras įskliaustas į uždaras 0,2-0,5 mm skersmens akeles, kurių sienelių storis siekia 0,001 mm. Oras yra blogas šilumos laidininkas, todėl jis laiduoja puikias polistireninio putplasčio termoizoliacines savybes.
Bazinė plėtriojo polistireno medžiaga yra stirolas. Polimerizacijos metu stirolo molekulės jungiasi viena su kita į grandines. Polimerizacijoje dalyvaujant pentanui, gaunama plėtriojo polistireno medžiaga. Stirolas plačiai naudojamas gumos, plastiko, stiklo pluošto, vamzdžių, automobilių detalių, maisto talpų ir t.t. Gaminant polistireninį putplastį, išskiriami nedideli stirolo kiekiai, tačiau gatavoje izoliacinėje medžiagoje jo būna likę itin mažai.
Pentanas, EPS medžiagoje naudojamas kaip plėtiklis, yra bespalvis, labai lakus skystis, kurio virimo temperatūra yra 30 laipsnių C. Atmosferoje pentanas greitai suardomas fotocheminių reakcijų metu ir virsta anglies dioksidu ir vandeniu, nedarydamas žalos ozono sluoksniui. Pentano garai sunkesni už orą ir tam tikromis sąlygomis gamybos procese kartu su oru gali sudaryti sprogius mišinius.
Polistireninio putplasčio elgsena esant aukštoms temperatūroms priklauso nuo poveikio veiksnių trukmės bei dydžio. Nesant apkrovos, polistireninis putplastis gali trumpai atlaikyti aukštesnės negu 100°C temperatūros poveikį (pvz., tvirtinant karštu bitumu). Veikiamas didesnės negu 100°C temperatūros, polistireninis putplastis ima minkštėti, trauktis ir galiausiai lydytis. Bandymai rodo, kad polistireninio putplasčio su degumą slopinančiais priedais degumo temperatūra yra 374°C. Žemiau šios temperatūros degios dujos iš besilydančio polistireninio putplasčio nesusidaro.
Terminio irimo produktai užsidega tik tiesiogiai susilietę su paviršiais ar erdvėmis, kurių temperatūra yra 450-500°C. Lietuvoje statyboje naudojamas tiktai polistireninis putplastis su degumą slopinančiais priedais. Toks putplastis dega tik netarpiškai veikiamas ugnies. Pašalinus liepsnos šaltinį, polistireninis putplastis liaujasi degęs. Nebūna nei rusenimo, nei smilkimo. Dujoms, susidarančioms degant polistireniniam putplasčiui, nebūdingas joks ypatingas toksiškumas, o anglies monoksido koncentracijos yra daug mažesnės, lyginant su kitomis natūraliomis organinėmis medžiagomis, kaip antai medžiu.
Slėgio įtaka faziniams virsmams ir polimerų apdorojimui
Virimo temperatūra apibrėžiama kaip temperatūra, kurioje skysčio garų slėgis tampa lygus aplinkos slėgiui. Vandens virimo temperatūra nėra pastovi ir priklauso nuo aplinkos sąlygų, visų pirma nuo slėgio. Kuo didesnis slėgis, tuo aukštesnė temperatūra reikalinga vandeniui paversti garais. Pavyzdžiui, Everesto kalno viršūnėje, kur atmosferos slėgis yra žymiai mažesnis, vanduo užverda apie 68 °C. Londono universitetinio koledžo duomenimis, Marianų įduboje esančioje Challengerio gelmėje slėgis yra daugiau nei 1000 kartų didesnis nei oro slėgis jūros lygyje, todėl vandens virimo temperatūra yra gerokai aukštesnė nei 100 °C.
Polimerų atveju slėgis taip pat yra kritiškai svarbus, ypač apdorojimo procesuose, tokiuose kaip įpurškimo liejimas. Trinties tarp makromolekulių savybė, kai teka išlydytas plastikas, vadinama plastiko klampumu, o šio klampumo koeficientas vadinamas klampumu. Klampumas atspindi išlydyto plastiko sklandumą; kuo didesnis klampumas, tuo stipresnis lydalo klampumas ir tuo blogesnis sklandumas, todėl sunkiau apdoroti.
Plastiko sklandumo palyginimas grindžiamas lydymosi srauto indeksu (PFI), kuris yra laiko vienetas tam tikroje lydymosi temperatūroje, veikiant nominaliam lydalo slėgiui. Plastikų klampumas nėra statinis, jis keičiasi dėl išorinės temperatūros, slėgio ir kitų sąlygų įtakos.
- Molekulinės masės poveikis: Kuo didesnė molekulinė masė, tuo siauresnis molekulinio svorio pasiskirstymas ir tuo didesnis klampumas.
- Mažos molekulinės masės priedų poveikis: Mažo molekulinio svorio pridėjimas gali sumažinti sąveiką tarp makromolekulių, todėl klampumas sumažėja. Kai kurie plastikai liejimo metu pridedami su tirpikliais ar plastifikatoriais, kad būtų sumažintas klampumas ir būtų lengviau formuoti.
- Temperatūros klampumo poveikis: Temperatūra daro didelę įtaką daugumos išlydytų plastikų klampumui. Paprastai kuo aukštesnė temperatūra, tuo mažesnis klampumas. Pavyzdžiui, PMMA, PC ir PA plastikų klampumas smarkiai sumažės pakilus temperatūrai, o PS ir ABS atveju temperatūros kėlimas taip pat turės didesnį pranašumą mažinant klampumą ir liejimą.
- Šlyties greičio poveikis: Efektyviai padidinus plastikų šlyties greitį, plastikų klampumas gali sumažėti.
- Slėgio padariniai: Slėgio poveikis klampumui yra sudėtingesnis. Paprastai PP ir PE klampumui didelis spaudimas nedaro didelio poveikio, tačiau poveikis PS yra gana didelis.

Įpurškimo liejimo proceso metu barelio temperatūra turėtų būti sureguliuota, kad plastikas būtų gerai plastifikuotas ir kad jį būtų galima sklandžiai suleisti ir užpildyti nesukeliant skilimo. Tinkama medžiagos temperatūra užtikrina, kad purškiama medžiaga būtų tvirta ir stipri, be burbuliukų ar garbanų, ryški ir ištisinė. Slėgio kontrolė įpurškimo ciklo metu apima įpurškimo slėgį ir palaikymo slėgį, kurie užtikrina gaminio kokybę ir padeda išvengti susitraukimo ar vakuuminių burbuliukų.